| A Pile of News: March 2024 |
|
A briefing on news and information from the pile driving contractors,
associated manufacturers, construction suppliers and affiliated engineers
who comprise PDCA.
By Matt Bisbee, PDCA
Originally sent March 1, 2024 |
|
| From the Association & Chapters |
|
Mark your calendars:
- Today - April 5: The PDCA Project of the Year Awards program entry period closes in about a month. Submit your Land, Marine, Earth Retention, Associate/Engineer, International pile driving project(s) completed by 12/31/23 to PDCA through electronic file share.
- March 4 - 6: Deep Foundations Dynamic Testing & Analysis Seminar and Workshop educational collaboration with Pile Dynamics, Inc. gets new central Florida location, Lake Nona Wave Hotel Orlando. It's a one-day seminar, two-day workshop, with optional proficiency test at the end.
- March 6: Northeast Chapter Professional Development Course, 8A - 4P annual education event at sponsor George Harms Construction in Howell, NJ. Clydesdale Steel to host a Meet & Greet nearby at The Cabin, following the technical presentations.
- March 14: Gulf Coast Chapter Engineers Conference, L'Auberge Casino & Hotel, Baton Rouge biennial event features up to seven PDHs, kicks off with a Crawfish Boil on March 13 at Pointe Marie.
- March 14: South Carolina Chapter Driven Pile Technical Seminar, 9A - 3:30P The Citadel, Holliday Alumni Center, Charleston. Breakfast, lunch, PDH included.
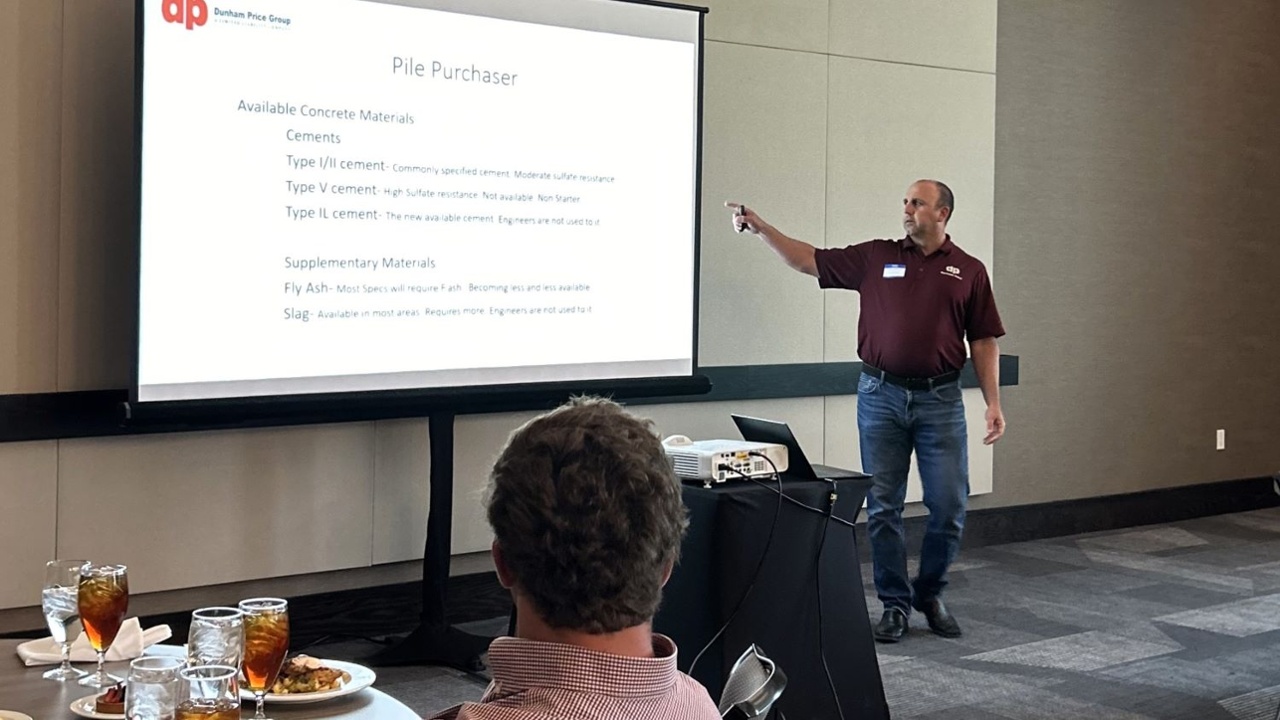
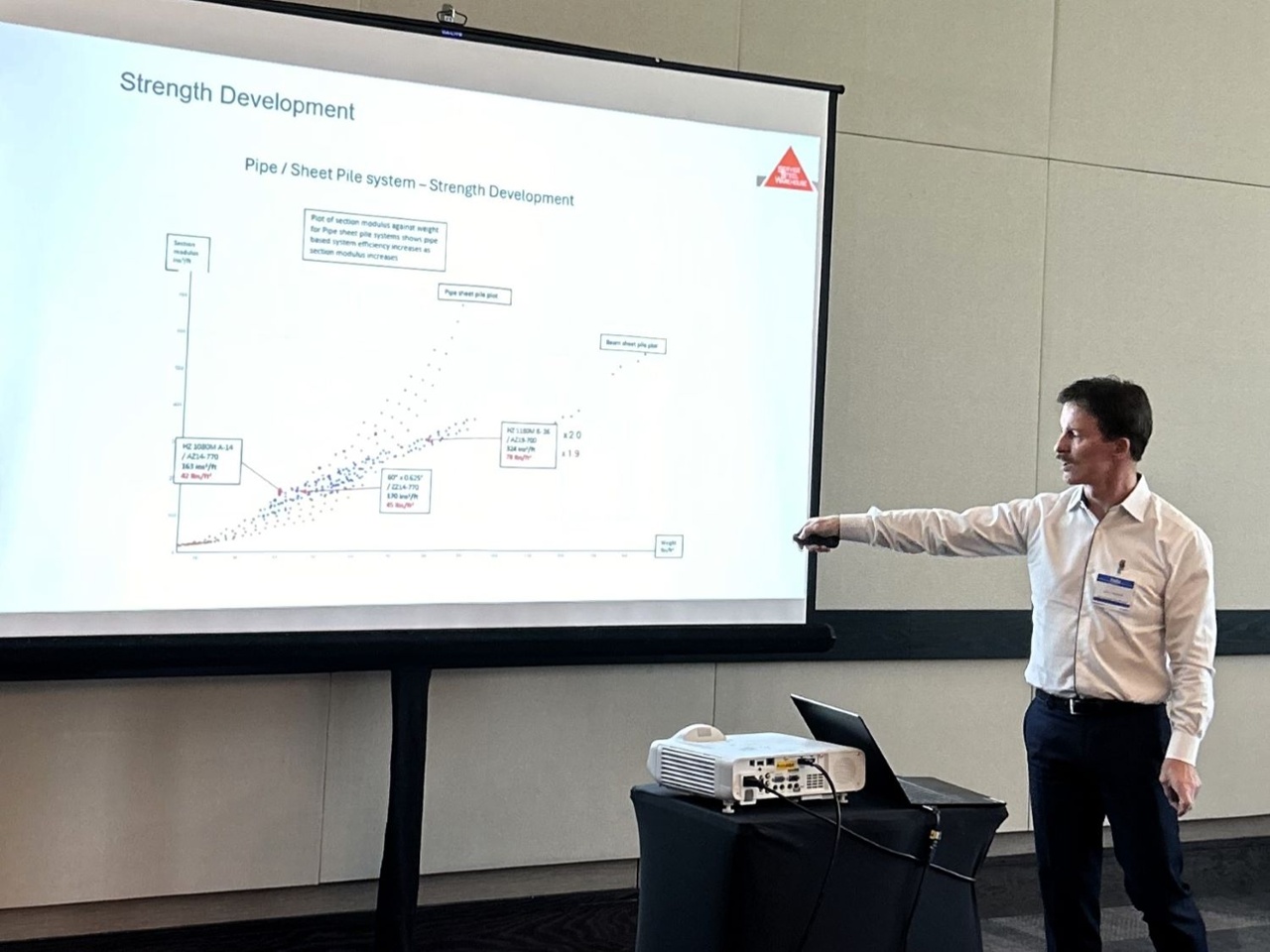
- March 19: Texas Chapter Lunch & Learn, Hyatt Regency Baytown, 10:30A - 1:30P education event near Houston open to the industry, lunch is $50. Jody Singletary of Dunham Price and Gerry McShane of Service Steel Warehouse presenting.
- April 18 - 20: Geoprofessional Business Assn Annual Conference, JW Marriott Anaheim Resort PDCA is a cooperating organization. Registration is now open.
- April 26: Pacific Coast Chapter Scholarship Shoot, Birds Landing, CA, 8A-2P Watch for details!
- May 7 - 10: International Foundations Congress & Equipment Expo (IFCEE) March 31 is the deadline for early bird registration. The event brought to you by PDCA, ADSC, DFI and G-I is at Hyatt Regency Downtown Dallas. Don't miss insightful professional development, valuable industry networking, a HUGE indoor/outdoor trade show, and more.
- May 10: Ceremony, 2023 Project of the Year Award winners, Hyatt Regency Dallas, 12:30P
News and PHOTOS from the PDCA Blog:
|
|
| Congratulations, Bill Ziadie, you are this month's winner! Send an email to marian@piledrivers.org before the end of the month to claim your prize! |
|
Giving Back:
- CNT Foundations installed piling for the Emanuel Nine Memorial in Charleston, SC, the location of deadly racial violence in 2015. It honors the nine slain church clergy members. A non-profit is developing the remembrance facility for education and healing. Other PDCA members on the job are Balfour Beatty which donated construction services and Thomas & Hutton which assisted the design team.
-
- JD Fields and Co. sponsors the Sky High For Kids, Better in Boots fundraiser for pediatric cancer research; event is a clay shoot and gala in Houston, March 7-8. Erica Ferens is co-chair.
-
- Nucor reports that the severely wounded U.S. Army veteran it sponsored has now moved into his 'forever home,' made possible through company support of the Gary Sinise Foundation.
Government Relations:
- Orion Marine was presented a plaque from U.S. Rep. Carter as an official welcome to New Orleans, a city where the contractor has worked since 1906, and has opened its newest office.
|
|
Recognitions:
Acquisitions & Expansions:
|
|
Transitions:
- Jonathan Schmaltz elevates to director, southern region yard at McCarthy Building Co.
-
- Pete Adams is the new director of operations at Palmetto Pile Driving. Also, Kelsy Nigels joins as office manager. She's granddaughter of the late Charleston civil engineering legend, Mac Nigels.
-
- Caleb Michael earns promotion to field engineer at Charleston, SC-based SJ Hamill Construction.
-
- David Jansinski is named new director of engineering at ESC Steel LLC.
- Jill Bramblett joins the sales team in the northeastern U.S. for John Lawrie Tubulars.
-
- Craig Bradshaw is a new addition to inside sales at Kahn Steel Co. in Kansas City, MO.
-
- Edward Clark, EI, is named lead engineer at Houston-based Mammoth Carbon Products.
-
- Allan Korte returns to northeast Florida to become equipment manager at Meever USA.
-
- Frank Celli takes a sales position in the Gulf Coast region for Service Steel Warehouse while 30-year industry veteran Jimbo McKnight has been promoted to oversee the Midwest region.
-
- Amr Sallam, PhD, PE, a recognized expert in wind turbine foundations and adjunct professor at the University of Central Florida, becomes a new principal at Ardaman & Associates.
-
- Joon Park, Jay Dave named new geotechnical staff scientists at GeoEngineers, Inc., elsewhere, Chad Kean is the new health and safety manager.
-
- James Tantalla, Srinivas Yenamandra and Renzo Verastegui, all elevate to associate principals at Mueser Rutledge Consulting Engineers in New York City. New senior associates are Andrew Klaetsch, Sung Kong, Coleen Liddy, Adam Dyer and Alex Ciamei.
-
- Stephen Diem, Kristen Freiburger, Oliver Hoopes, Jason Buenker, PhD, PE, are promoted to senior associates at Shannon & Wilson; moving into associate roles at the firm are Ryan Collins, Shoshana Howard, PE, James Walters.
-
- Carlos Ramirez is a new CMT in New Orleans for Southern Earth Sciences, and Dylan Sauce onboards in that position in the Mobile, AL, office. Jaren Cook is a new engineer in Mobile.
Recognitions:
- Tina Wolff, business development engineer at Kokosing, guest lectured graduate students at Notre Dame, examining Indiana codes and project communication.
-
- Belin Wills, a former teacher, returned to the classroom with Ronnie Wills where the Aggregate Technologies team presented to Auburn University students in the American Concrete Institute.
-
- Mark Gwynn retires from American Spiralweld Pipe after 37 years; Missy Hicks in inside sales assumes his PDCA membership.
-
- Amy Cristiani from THI Pipe and Piling completed the 13.1 mile, Katy Half Marathon in Texas.
-
- Rai Mehdiratta, PhD, celebrated 50 years at Fugro in its new Houston office, during Engineers Week; Richard Shea of Morris-Shea was among the well-wishers at the gathering.
-
- Russell Nipper marked 40 years at Southern Earth Sciences in Mobile, AL, and Dennis Mitchell in Tampa, FL, secured licensure as Professional Engineer.
-
- Rich Anderson, Rod Kern, Anthony Sciortino and Gordian Ulrich, all of Equipment Corporation of America get a Pile of special recognition. They showered, put on clean clothes (fancy ones, at that), combed their hair, and shined their work boots. Meet the new glitteratti!
-
- Lloyd Engineering in Houston tells ECA, hold my beer. Staff stood for a photo with shiny boots on Go Texan Day, a local tradition that kicks off the Houston Rodeo. It's the glitterati, Texas style!
|
|
Black River Solar shows a jobsite with a high number of installed piles (1,200) and LOW temperatures on a Danville, IL, winter day. The frigid solar farm is reportedly a project for the green crypto industry.
Blue Iron Foundations & Shoring installed a sheet pile shoring system with a PVE Equipment vibro for the emergency stabilization of a rail line along a segment of a public canal in San Diego, CA.
Farrell Brothers Marine Construction notched a couple 'firsts.' See photos of its new dock built in Ponte Vedra, FL; its first with a submerged bulkhead around the slip, and the first in a hammock.
Herbert F. Darling, Inc. has begun steel sheet pile installation for a new fire station coming to Ithaca, NY. Crews operate ICE, Inc. equipment to drive the sheets from both Nucor Skyline and Triad Metals.
Island Piling, Inc. teams up with UES to develop the foundation for a new custom home in SW Florida.
R. Kremer & Son Marine Contractors was in the minority of New Jersey residents to be found on a local golf course this winter; their crew installed an old wood style bulkhead at Manasquan River Golf Club.
Sealevel Construction built a railcar scale blending silo at a Garyville, LA, industrial facility. The project included the installation of a sheeted cofferdam and concrete and timber pilings.
Trevcon Construction wins a contract to drive piles for an initiative of the NYC EDC; crews will build the first and largest phase of the proposed Manhattan Greenway along the Harlem River.
Weeks Marine, Inc. lands two new projects in New York; crews will be mobilizing for the South Brooklyn Marine Terminal and the Hudson River Ground Stabilization.
Junttan supplied a flying leader and hydraulic hammer for installation of PSC piling for components in the construction of a marine oil terminal in the San Francisco Bay Area.
Geo-Technology Associates preps the jobsite for a future, five-building warehouse complex in York County, PA. The 220-acre parcel reportedly lies atop limestone bedrock, hard quartzite, phyllite and schist.
PACO Ventures supplies the new, No Shock Vibration Dampener from Antaeus. We noticed that the marketing sent in February subtly pays homage to the late Toby Keith, who country music lost last month. #RedSoloCup. |
|
Engineering News Record tells the story about a surprise crews encountered in the construction of a new dock at the Port of Beaumont (TX). McCarthy Building Cos. senior project manager Robert Wood is quoted in an article about how the crew managed removal of two old docks in the way of the new build.
The Seattle Daily Journal of Commerce publishes an aerial photo of progress at the city's Pier 58 where Pacific Pile & Marine has installed decking, part of its scope as it constructs the new waterfront park.
Industry Notes:
|
|
| Notes from the Field Sports Edition |
|
Leading Off New to PDCA in 2023, Kingdom Pipe & Steel named Blake Brannon president for the Texas-based piling supplier. He has an impressive resume including Entrepreneur of the Year and 40 Under 40 honors. Digging deeper, you learn he played baseball for the L.A. Dodgers who you can watch on Opening Day (March 20), when they play the Padres in MLB's first-ever game in South Korea.
Not an international incident Favorite team day is fun in a workplace. Interpipe, Inc.-Canada staff took a day to wear their sports team gear, and they weren't all hockey or Canadian. Yes, the Maple Leafs, Capitals and Blue Jays were there, but the NBA's LA Lakers and Super Bowl champion KC Chiefs also made the cut.
Speaking of the NFL social media delivered reminders that several PDCA members have a connection to Allegiant Stadium, the Las Vegas venue for the city's first Super Bowl which pitted the Chiefs against the 49ers. For instance, Kiewit crews have been there reworking the roads to the stadium for NDOT. Also, McCarthy was in the JV that built Allegiant Stadium, which opened in 2020. They also constructed a neighboring solar installation, which now powers the arena with renewable energy.
You might remember we covered the college career of Rashee Rice, who just finished his rookie season for the champs from Kansas City. The former SMU Mustang (a past NIL partner of J.D. Fields & Co.) proved to be one of many offensive weapons in the OT victory; he had six receptions and two carries, to total 44 yards.
Teamwork is a key to victory Both Texas NFL teams bowed out in the playoffs, still the state produced a great story about teamwork featuring two PDCA members which worked together to serve a mutual client. Let's give a nod to Mason Construction and American Piledriving Equipment.
Strange bedfellows March brings basketball fans the NCAA men's and women's tournaments. If you pick brackets, you often cheer for a team you may not like, but need the 'wins'. Strange things like this happen in pile driving, too. Charleston, SC, contractor Palmetto Pile Driving, Inc. issued public appreciation to crosstown competitor Pile Drivers, Inc. for assisting on a PSC installation job. In this case, the customer and the driven pile got the win.
And there's more friendly adversaries John King of Pile Drivers and Jason Moore of Palmetto Pile Driving were spotted in the arena for a February basketball game between powerhouse NCAA women's teams, No. 1 South Carolina and (then) No. 11 UCONN, teams with a combined 13 national championships. For those wondering, the home team Gamecocks kept the perfect season going that day. |
|
| If you plan to follow the Big Dance this month, we would love to hear from you. Send us your Final Four picks before the end of the month, and if you correctly pick ANY of the contenders, we will give you a special shout-out in the April 1 A Pile of News. Thanks for reading and thanks for supporting PDCA. |
|
Copyright © 2024 Pile Driving Contractors Association, All rights reserved.
You are receiving this email because you are an industry leader in the piling community and
may be a member of the Pile Driving Contractors Association. |
|
|
|
|